Небольшой фоторепортаж с нашего производства.
Для стабилизации качества продукции, теперь каждое изделие проходит отк как на стадии отдельных комплектующих так и на финальных стадиях сборки.
Полный цикл производства одного корпуса занимает 4 часа.
Заготовки мостов проходят обработку в пескоструйной камере, полностью удаляется лакокрасочное покрытие.

При помощи спец. оснастки осуществляется резка корпуса моста в размер на ленточнопильном станке обеспечивающим необходимую точность, и отсутствие необходимости в дополнительной обработки реза.
Постановка на оснастку механизированна при помощи пневмоинструмента.

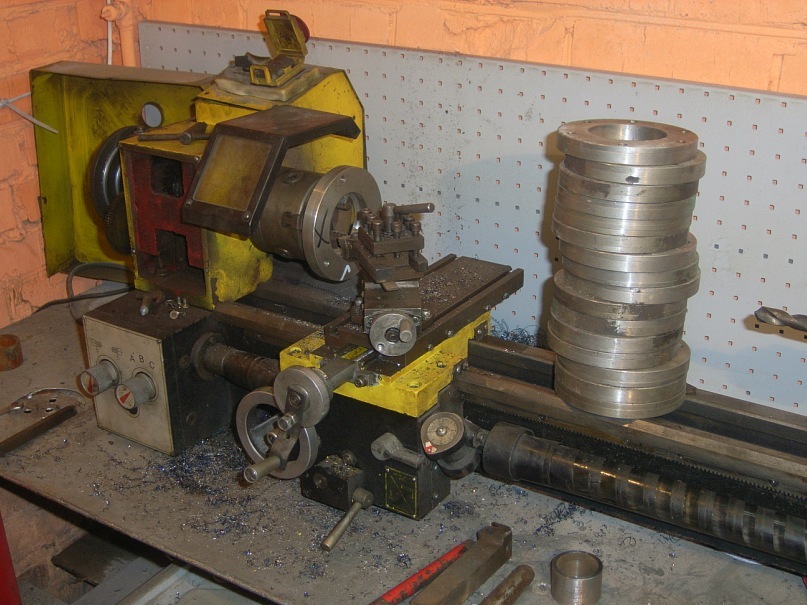
Все токарные изделия проходят дополнительную проверку точности изготовления.

Раскрой листовых заготовок осуществляется при помощи портальной машины лазерной резки.


Сварочный участок, фиксация конструктивных элементов в кондукторе.


Сборка деталей корпуса..
Сварка осуществляется полуавтоматическим методом в среде защитного газа.

Корпуса проходят дополнительную шлифовку прилегающих поверхностей от капель сварки и окончательный контроль герметичности, геометрических размеров и качества сварных швов.
Готовая продукция перед покраской.

На данный момент (2011 год) выпускается только последняя версия 1.5
Из доработок - вырез для удобного доступа ключа к гайкам кардана.






